乐发ll
联系人:石经理
手机:18815335818
电话:18815335818
传真:0533-3984111
网址:szdelong.com
乐发ll邮箱:18815335818@139.com
地址:淄博高新区民安路37号
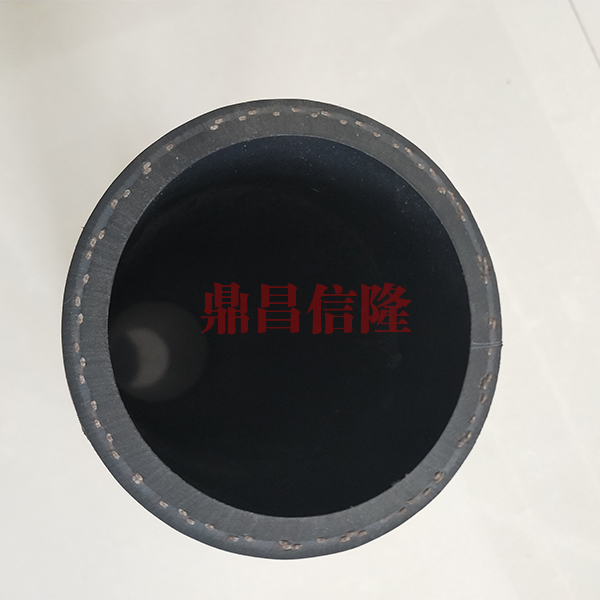
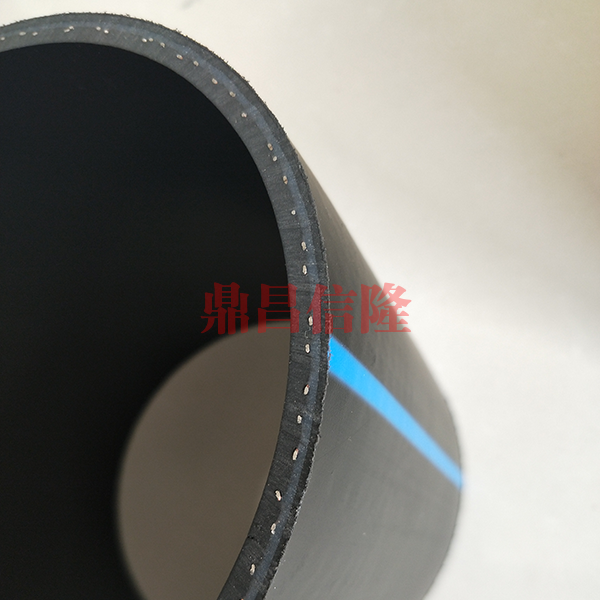
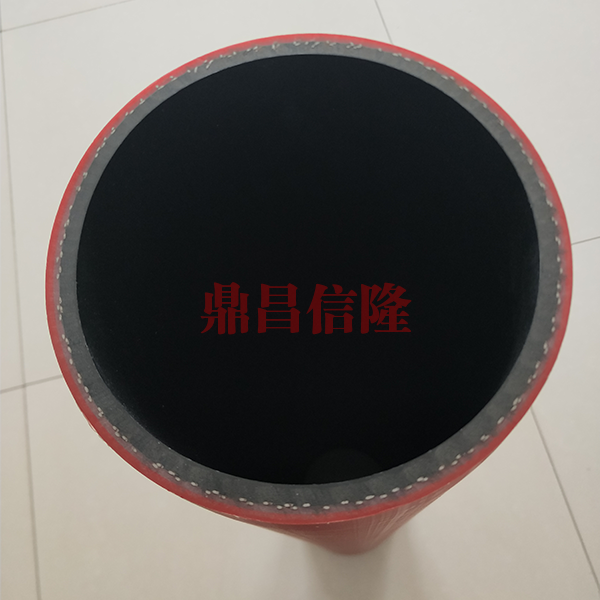
PE给水管按原料分低密度PE管、中密度PE管、高密度PE管、超高分子量PE管,差异管材所用焊接方式和加热温度各不相同。 小口径或薄壁的用随承插方式,和热熔PPR管是同样的,只是加热温度差异。低密度160度,中密度190度,高密度和超高分子量的用210-装饰学问235度。 大口径需求用专用的热熔机,基分内160、250、315、450、630几种型号,选用对接(即是管材和管材直接熔化后连接上) 还不妨用电熔件连接这三种方式都不需求焊条,用管连接或直接对接。
PE管热熔对接重点关注四点事项
焊接温度、时光、压力、焊接面的干净度,温度根据原料品级肯定,PE100为215-235℃,PE80为200-220摄氏度,时光和压力根据管材和焊机肯定,焊接面肯定要干净。焊接焊缝好坏判定重点经过程序管制,判定以外表判定:翻边平均对称、高度适中;表面平滑无降解;没有磕碰踪迹,焊缝对照低点高于管材表面;背弯试验焊缝不产生开裂。

PE管的热熔通常选用热熔机来热熔,在热熔时通常会出现一个问题,因为所用原料的差异,使得管件和管材的热熔速度不一概;
夏天与冬季关于PE给水管热熔温度的影响
夏天温度较高时,可在200℃控制,冬季较冷时,可在220℃控制。
焊接PE管,热熔机的合适温度
热板温度200~230℃ 280 不用看型号,看管壁,厚管璧熔接时光长一点 对照简单的方式:管与管件同时加热,熔接器头全进能够。很简单,关注管件与管接好不要动,230-280℃, 250到300℃之间根据状况调整。